服务热线:16637325772


螺旋板式换热器的焊接工艺是有相关技术要求的。其实无论是螺旋板式换热器的焊接工艺还是制造工艺都是可以在网上能查到的,下面我们把这些给大家整理成一篇文章。
本焊接工艺为普通螺旋板式换热器,施工过程严格按照施工图纸进行制造,中期竣工验收。焊接螺旋板式换热器时,焊工必须出示证件进行施工,焊接完成后,焊工必须在焊缝附近对焊工进行焊接,由有关人员做好施工记录,保存档案。如果施工图纸没有做相关标定,连接焊缝残余高度应在1毫米左右,如果是角焊缝,腿高和壁厚较薄的工件是适当的。
用于轧制螺旋板的钢板材料必须质地和宽度一致。如果宽度不一致,大都会两端螺旋板后体积一致,所以不影响焊接质量。必须做好焊接施工前的准备工作,打磨处理不锈钢焊件和坡口两侧10mm的杂质和氧化物,并做好防溅措施。在焊条内做焊前处理,按规定进行焊接,在焊条内烘干,焊条内焊工拿保温桶,焊条。

圆钢在焊接技术连接时,要采纳对称焊接,圆钢焊接工作质量要100%进行数据查验,如发现漏焊或烧穿环境,及时修补,严格管理控制系统焊接变形。焊接时要从螺旋板中间向外发展进行研究焊接。焊缝及热影响我国区域经济不能没有出现气孔、裂纹夹渣的情况。
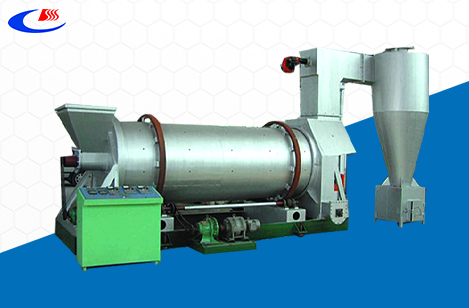
螺旋板式换热器在一些制造业中一直是必备的,除了常见的传统换热器制造工艺外,无范围柱式螺旋板,传热效率高,结构紧凑,自动清洗,使用寿命长。而传统的固定距离柱(气泡)螺旋板由于其缺点,更容易损坏,易于修复,因此Ukada的新工艺越来越引起用户的关注。
无定距塔的螺旋板式换热器可分为碳钢螺旋板式换热器、不锈钢螺旋板式换热器、钛螺旋板式换热器、哈斯特洛伊螺旋板式换热器、镍金属螺旋板式换热器等。通过加压和鼓泡,增加了非定距塔气泡螺旋板的传热面积,使两种介质充分接触热槽。 改变流体的流动状态,改变介质的流动方向和速度,提高传热效率。 避免了传统螺旋板式换热器中介质的稳定流动,避免了介质不急剧转动引起的传热死角,换热效率提高30%以上。
螺旋板式换热器无固定节距立柱的选择取决于设备的要求,不适用于通道间距大的螺旋板式换热器。对于通道间距要求在3mm-16mm 之间,使用安全性和耐久性都是很好的选择。

在选择螺旋板换热器时,应与企业的实际需要相协调。螺旋板的材料、结构和工艺非常重要。所以在选择螺旋板的制造工艺时,可以先根据设备的结构和实际需要来选择工艺方案,这样更容易控制整体效果。
螺旋板式换热器的质量管理控制是由金属辊的两个方向平行螺旋上升通道,通过以上所述热交换器线圈面板壁中的热和冷流体技术之间的热交换的板。有可拆卸的和不成拆卸的两种不同类型。小编就带您了解一个螺旋板式换热器具体的制造生产工艺和质量成本控制系统这两个问题方面的内容。
1.螺旋板式换热器的制造工艺:
下料、拼接.非破坏性试验.翻边、接触焊接.间隔柱.表面清洁.总装配.非破坏性试验.辊制.通道成形、焊接通道、装配.钣金加工.装配.压力试验.酸清洗钝化,油漆包装。
端盖下料(型材切割) ,组装(环加强,倒锥) ,层压板,无损检测,金属加工,泄漏检测,后处理和油漆。
2.螺旋板换热器的质量控制;
(1)螺旋板的曲率是每米质量小于3毫米;
(2)对于固定至焊接前一个月的柱,用手焊和固定接触垫检查柱的点焊质量。除焊接、损伤发明、漏砂焊、点焊应100%质量检查。控制点焊长度,垫片可保证柱不脱落螺旋圈,电弧应小心避免肉闭板咬面;
(3)线圈缠绕半径法兰盘,称环箍和弹性能力大,因此,螺旋槽边缘(法兰盘)应缠绕塑料成型后修正;
(4)螺旋与窄边法兰组件焊接后,可拆卸螺旋换热器响应处理,再处理端面密封外观。必要的下端与密封外观的窄边必须达到一定的程度,否则,卡片一旦压下,卡片就会发生额外的弯曲力矩;
(5)压力试验机采用可拆卸螺旋换热器,必须使用吊杆防止产品轴向变形。试验时,压缩空气进入一个通道,水进入另一个通道,或水进入设备检查焊接质量的产品,以确保两种介质之间无内漏。水压试验,必要时进行压力试验,有些产品不能使用。测试过程中,压缩空气从一侧注入,另一侧关闭。将软管放入水中,检查产品是否有隐性泄漏。
关于螺旋板式换热器的焊接工艺与制造工艺要求与控制的文章,也许我们总结的不完全,但是相应一定对能有所帮助的,请多多关注本站。
微信二维码
公众号二维码